Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
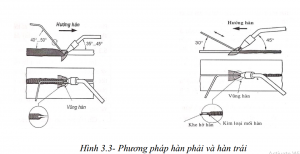
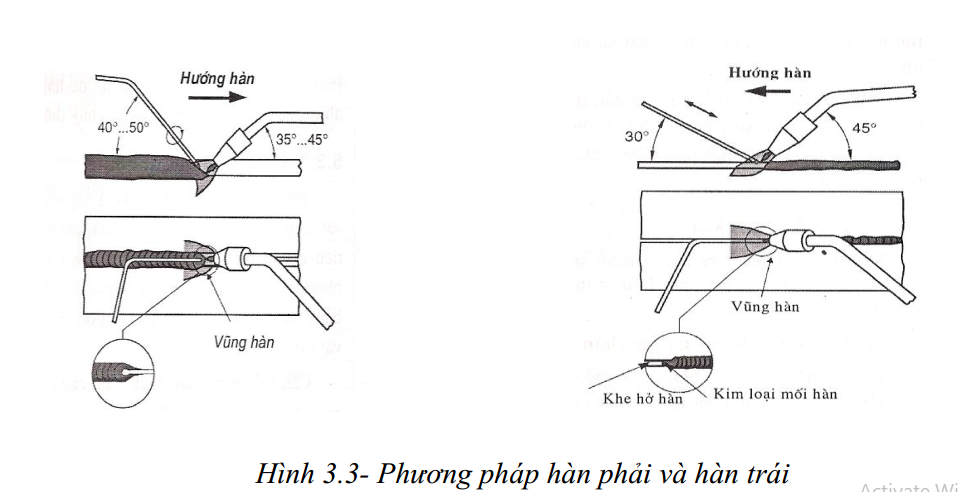
Phương pháp hàn phải và phương pháp hàn trái
26
Th3
Th3
Có hai phương pháp hàn cơ bản:
* Phương pháp hàn phải
Đặc điểm của phương pháp này là ngọn lửa luôn luôn hướng vào bể hàn nên hâu hết nhiệt lượng tập trung vào làm chảy kim loại vật hàn. Trong quá trình hàn do áp suất của ngọn lửa mà kim loại của bể hàn luôn luôn được xáo trộn đều tạo điều kiện
cho xỉ nổi lên tốt hơn. Mặt khác do ngọn lửa bao bọc lên bể hàn nên mối hàn được bảo vệ tốt hơn, nguội chậm và giảm được ứng suất và biến dạng do quá trình hàn gây ra.
Phương pháp này thường để hàn các chi tiết có δ>5mm hoặc những vật có nhiệt độ nóng chảy cao.
* Phương pháp hàn trái
Phương pháp này có đặc điểm hâu như ngược lại với phương pháp hàn phải, trong quá trình hàn ngọn lửa không hướng trực tiếp vào bể hàn, do đó ngọn lửa tập trung vào đây ít hơn. Bể hàn ít được xáo trộn nhiều và xỉ khí nổi lên hơn. Ngoài ra
điều kiện bảo vệ mối hàn không tốt, tốc độ nguội của kim loại lớn, ứng suất và biến dạng sinh ra lớn hơn so với phương pháp hàn phải. Tuy nhiên trong phương pháp hàn trái người thợ hàn rất dễ quan sát mép vật hàn vì thế mối hàn, đều, đẹp, năng suất cao.
– Phương pháp này thường để hàn các chi tiết có δ<5mm hoặc những vật liệu có nhiệt độ nóng chảy thấp.
– Thực tế chứng minh vật hàn có δ<3mm thì tốt nhất dùng phương pháp hàn trái. Vật hàn có δ>5mm dùng phương pháp hàn phải.
– Chọn phương pháp hàn tùy thuộc vào vị trí mối hàn trong không gian. Khi mỏ hàn bằng có thể hàn phải hoặc hàn trái tùy thuộc theo chiều dày vật hàn. Khi hàn đứng từ dưới lên nên hàn trái, những vật hàn có δ>8mm nên hàn phải. Khi hàn ngang nên hàn phải vì ngọn lửa hàn hướng trực tiếp vào mối hàn và có tác dụng giữ giọt kim loại không bị rơi. Khi hàn trân tốt nhất hàn trái.