Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Hướng dẫn cách hiệu chỉnh dòng điện khi hàn

06
Th4
Th4
Điều chỉnh Cường độ dòng điện hàn là một trong những kỹ năng hàng đầu trong kỹ thuật hàn. Nó đóng vai trò quan trọng về chất lượng mối hàn. Khi cường độ dòng điện hàn quá thấp thì que hàn rất dễ bị dính vào chi tiết, sự chảy loãng của mối hàn kém , độ ngấu thấp mối hàn mô cao và dễ ngậm xỉ hoặc bọt khí . Ngược lại khi cường độ hàn quá cao thì quá trình hàn gây ra nhiều văng tóe ,hoặc cháy biên do phải di chuyển nhanh , mối hàn dễ bị thủng khi hàn chi tiết mỏng hoặc chảy xệ khi hàn ở tư thế ngược .
Để hướng dẫn chi tiết về cách chỉnh dòng điện hàn là một việc phức tạp vì có rất nhiều loại máy hàn khác nhau,nhiều loại vật liệu khác nhau và nhiều loại que hàn khác nhau.Và mỗi một kỹ thuật hàn lại có một cách điều chỉnh dòng điện khách nhau.Những người thợ hàn giỏi sẽ dựa nhiều vào kinh nghiệm đã làm để điều chỉnh dòng điện hợp lý !
Dòng hàn hợp lý phụ thuộc vào các yếu tố sau :
Đường kính lõi que và bề dày thuốc bọc Các tính chất , đặc điểm của que hàn Vật liệu cơ bản (Vật liệu của chi tiết hàn),Tư thế hàn Loại (kiểu) mối nối ,bề dày chi tiết ….
Đôi khi môi trường hay nhiệt độ xung quanh cũng ảnh hưởng đến dòng điện hàn . Thời gian làm việc của máy hàn điện cũng ảnh hưởng đến sự thay đổi dòng điện hàn . Tóm lại có rất nhiều nguyên nhân để dòng điện hàn đoi khi thay đổi.
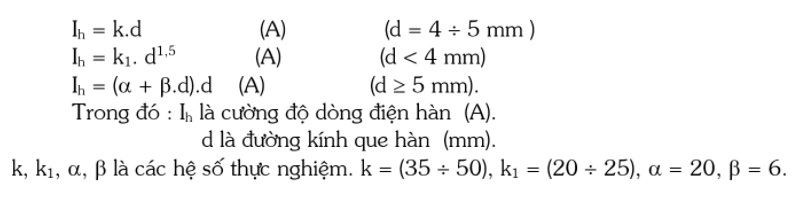
Cường độ dòng điện hàn có ảnh hưởng lớn đến hình dạng, kích thước mối hàn cũng như chất lượng của liên kết và năng suất hàn. Cường độ dòng điện hàn có thể tính theo một trong 3 công thức sau:
Hàn ở vị trí hàn khác sau khi tính toán phải tiến hành hiệu chỉnh như sau:
– Chi tiết có chiều dày s < 1.5d hoặc hàn ở vị trí hàn leo thì giảm Ih đi (10 đến 15%).
– Chi tiết có chiều dày s > 3d hoặc hàn liên kết chữ T thì Ih tăng lên (10 đến 15 %).
– Hàn ở vị trí hàn ngang, hàn trần giảm Ih đi (15 đến 20%).