Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Đánh giá chất lượng mối hàn

25
Th8
Th8
Để đánh giá chất lượng mối hàn thông thường người ta đựa vào các tiêu chí sau đây:
Trong mối hàn không được tồn tại các khuyết tật sau:
– Vết nứt với bất kỳ kích thước và hướng nào.
– Vết rổ, vết cháy lẹm sâu trên 0,5mm với bề dày kim loại hàn dưới 100mm và trên 1mm với bề dày >10mm.
– Hàn không thấu ở mép biên theo tiết mối hàn, trên đỉnh mối hàn trong các kết cấu hàn 2 phía hoặc hàn lớp lót. Cho phép hàn không thấy sâu 5% bề dày kim loại nhưng không lớn hơn 2mm, có chiều dài tới 50mm với khoảng cách giữa các chỗ hàn không thấu không nhỏ hơn 250mm và độ dài tổng cộng các đoạn hàn không thấu không quá 200mm trên 1mm chiều dài mối hàn. Trong các kết cấu thép cường độ cao, không cho phép có hàn không thấu. trong các kết cấu hàn một phía, cho phép hàn không thấu 15% bề dày kim loại hoặc cho phép không thấu tới 3mm với bề dày kim loại >20mm. Các ống cao áp không cho phép có hàn không thấu.
– Bọt khí : chuỗi bọt khí nhiều hơn 5 cái trên 1 cm2 và tổng diện tích bọt khí lớn hơn 5cm2 trên 0,5m chiều dài mối hàn.
– Xỉ đọng: thành chuỗi dài hơn 200mm trên 1mm chiều dài mối hàn.
– Trên một mặt cắt mối hàn một phía tổng độ lớn của các khuyết tật hàn không thấu, đọng bọt khí, đọng xỉ – lớn hơn 15% bề dày kim loại hoặc lớn hơn 3mm khi kim loại dày trên 20%. Các mối hàn ống công nghệ và các trường hợp hàn hơi không cho phép tồn tại các khuyết tật trên, nếu độ sâu lớn hơn 10% bề dày kim loại hoặc trên 2mm khi kim loại dày >20mm
– Mối hàn bằng kim loại titan bị oxy hóa trên bề mặt.
Đánh giá chất lượng mối hàn bằng phương pháp soi chụp quang tuyết X (gọi tắt X quang) được tiến hàn đọc trên mỗi phim chụp. trên phim không có các vết, chất kết tủa lưu lại trên bề mặt.
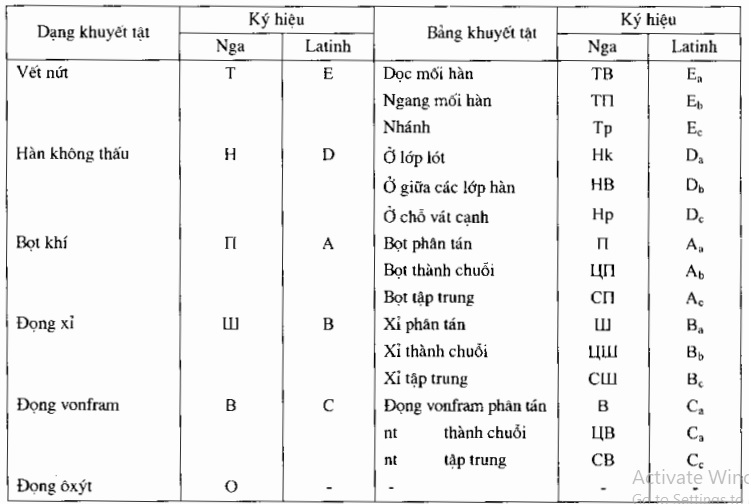
Theo TOCT 23005 – 78 các ký hiệu quy ước ghi khuyết tật trên phim X quang như trong bảng sau:
Bảng quy ước ghi khuyết tật mối hàn.