Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Công nghệ hàn titan
15
Th10
Th10
Phương pháp hàn titan ngày càng được ưa chuộng và ứng dụng nhiều bởi những ưu điểm về thẩm mỹ cũng như chất lượng mối hàn.
Trong kỹ thuật hàn các hợp kim titan, mối hàn chịu sự ảnh hưởng lớn bởi trạng thái bề mặt của các mép hàn và kim loại điền đầy. Các sản phẩm sau khi xử lí nhiệt sẽ hình thành các màng oxit và nitrit cần được làm sạch bằng các biện pháp gia công cơ khí, phun cát, phun bi hoặc tẩy hóa học.
Đối với hàn titan và hợp kim của nó, điện cực vonfram và khí bảo vệ được ứng dụng phổ biến nhất.

Quá trình hàn titan, các hợp kim titan hay các kim loại chịu nhiệt khác nên chú ý giới hạn cường độ hàn để hạn chế quá nhiệt và vùng ảnh hưởng nhiệt. Khi hàn titan với điện cực không nóng chảy, cường độ hàn không vượt quá ngưỡng 300A. Dòng này có thể hàn một đường tấm hợp kim không vát dày tới 3mm. Khi chiều dày vật hàn lớn, cầ vát cạnh với góc mở 70 đến 90 độ. Khe hở các mép khoảng 1.5 đến 2mm. Áp dụng phương pháp hàn nhiều lớp và dây điền đầy. Trường hợp chiều dày lớn từ 20 đến 25mm nên vát cạnh hình chữ U.
Suốt quá trình hàn, tay không nên dao động để tránh sự bảo vệ từ lớp khí không bị gián đoạn. Chú ý duy trì hồ quang ngắn và góc điện cực khoảng 90 độ. Dây hàn được cấp liên tục trong suốt quá trình hàn. Khi tạm dừng, hoặc kết thúc quá trình hàn (ngay cả khi hồ quang đã tắt) vẫn phải tiếp tục duy trì cấp khí bảo vệ. Áp dụng hàn cơ khí hóa sẽ cho mối hàn có chất lượng ổn định hơn là hàn tay.
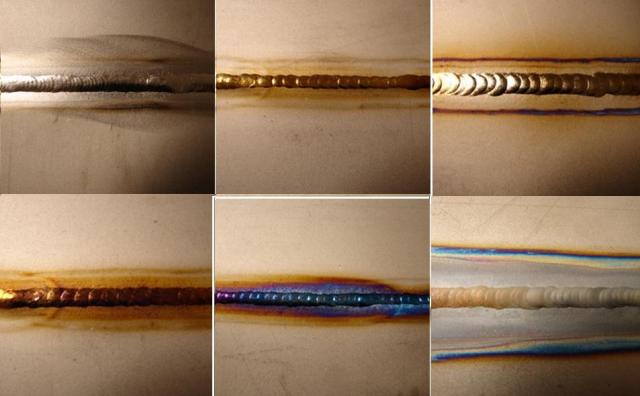
Chúng ta có thể quan sát hiệu quả của khí bảo vệ đối với mối hàn qua màu sắc bên ngoài. Mối hàn có màu trắng bạc tương ứng với chất lượng mối hàn được bảo đảm tốt. Màu vàng xanh xuất hiện là do sự bảo vệ gián đoạn. Và màu ghi tương ứng với sự bảo vệ kém. Chất lượng mối hàn còn được đánh giá qua độ cứng mối hàn. Mối hàn được bảo vệ tốt thì độ cứng không vượt quá độ cứng của kim loại cơ bản.
Phương pháp hàn điện tử cũng được ứng dụng để hàn titan, tuy nhiên nó đòi hỏi cao về trang bị máy móc cũng như tay nghề của người thợ.
Hàn nóng chảy titan bằng công nghệ cao ít khuyết tật được ứng dụng để sản xuất các kết cấu quan trọng trong các lĩnh vực quan trọng như vũ trụ, máy bay, tên lửa..