Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Cắt kim loại bằng hồ quang

23
Th10
Th10
Khái niệm
Cắt kim loại bằng hồ quang là lợi dụng nhiệt của hồ quang làm nóng chảy kim loại ở chỗ cắt và đẩy nó ra khỏi đó để tạo thành rãnh cắt nhờ áp lực của hồ quang và trọng lượng của kim loại lỏng.
Cắt kim loại bằng hồ quang có các đặc điểm sau:
- Quá trình cắt được thực hiện bằng các máy hàn thông thường, không cần yêu cầu các thiết bị đặc biệt.
- Có thể cắt bình thường các thép có hợp kim cao, gang, kim loại và hợp kim màu.
- có thể cắt ở mọi vị trí trong không gian.
- Mép cắt không nhẵn, không phẳng và rãnh cắt rộng
- Nói chung cắt kim loại bằng hồ quang có năng suất thấp, trừ trường hợp cắt sắt mỏng có thể có năng suất cao.
- Khi cắt bằng điện cực các bon, mép cắt thường bị các bon hóa, do vậy gây khó khăn cho gia công cơ tiếp theo.
- Lượng tiêu hao điện cực lớn, giá thành cao
Do các đặc điểm trên nên cắt kim loại bằng hồ quang chỉ dùng để cắt những kim loại và hợp kim mà không cắt được bằng oxy như: gang, thép không gỉ…
Kỹ thuật cắt
Cắt kim loại bằng hồ quang có thể dùng điện cực nóng chảy hoặc điện cực không nóng chảy và có thể cắt bằng dòng điện 1 chiều hoặc xoay chiều ( khi cắt bằng dòng điện một chiều nên đấu thuận để que hàn không bị quá nóng).
Chuẩn bị vật cắt và lấy dấu
Trước khi cắt vật cắt phải được làm sạch lớp oxit, dầu mỡ… trên bề mặt vật cắt để đảm bảo chất lượng đường cắt và giảm độc hại cho người thợ.
Lấy dấu phải tính toán để tiết kiệm vật liệu.
Gá vật cắt
Sau khi chuẩn bị xong vật cắt được đặt lên giá đỡ để tao nên khoảng trống thích hợp cho quá trình cắt. Nếu khoảng trống quá thấp sẽ ảnh hưởng đến áp suất hồ quang , do đó làm chất lượng vật cắt không đảm bảo. Ngược lại, nếu khoảng trống quá cao sẽ không đảm bảo an toàn cho quá trình thao tác. Thông thường khoảng trống là (170 – 280) mm
Tiến hành cắt
Cắt bằng điện cực nóng chảy
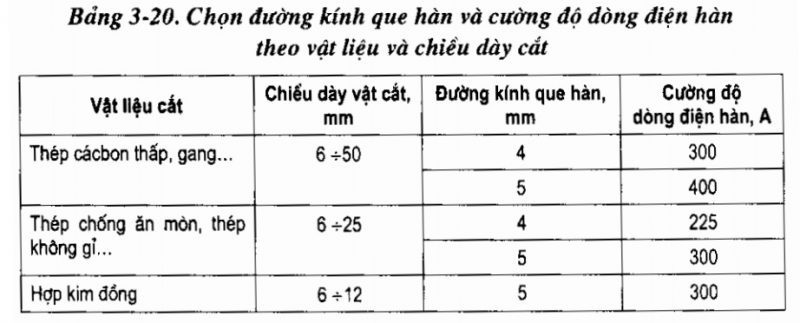
Chọn que hàn và đường kính que hàn
Que hàn dùng để cắt cần chọn que hàn có thuốc bọc dày để đường cắt gọn và nhỏ. Đường kính que hàn được chọn theo chiều dày vật cắt.
Cường độ dòng điện
Khi cắt, cường độ dòng điện lấy lớn hơn so với khi hàn 30%. Thông thường cường độ dòng điện cắt lấy bằng (60 – 65)d.
Đường kính que hàn và cường độ dòng điện cắt có thể chọn theo bảng sau:
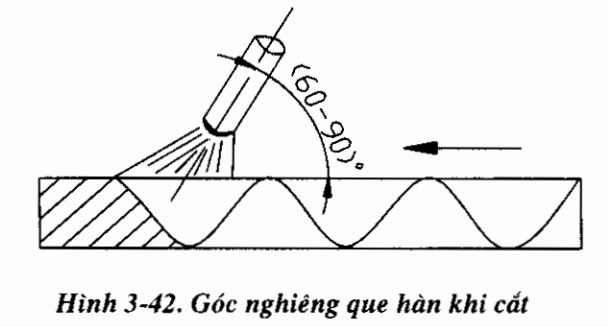
Góc nghiêng que hàn
Khi bắt đầu cắt, que hàn đặt vuông góc với bề mặt vật cắt, sau đó điều chỉnh que hàn nghiêng về phía ngược lại với hướng cắt một góc (60 -90) độ
Chuyển động que hàn
Cắt vật dày:’
Khi cắt vật dày ngoài chuyển động dọc theo đường cắt, que hàn còn chuyển động lên xuống giữa mặt phẳng trên và mặt phẳng dưới của tấm cắt.
Cắt vật mỏng:
Cắt vật mỏng que hàn chỉ cần chuyển động thẳng dọc theo trục đường cắt.