Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Các loại khí bảo vệ trong hàn TIG
03
Th4
Th4
Bất kỳ loại khí trơ nào cũng có thể dùng để hàn TIG, song Argon và Heli được ưa chuộng hơn cả vì giá thành tương đối thấp, trử lượng khí khai thác dồi dào.
Khí Argon:
Khí trơ không màu, mùi, vị và không độc. Không PHẢN ỨNG hóa học với bất cứ vật chất nào khác ở mọi nhiệt độ hoặc áp suất. Ar được trích từ khí quyển bằng phương pháp hóa lỏng không khí và tinh chế đến độ tinh khiết 99,9 %, có tỷ trọng so với không khí là 1,33. Ar được cung cấp trong các bình áp suất cao hoặc ở dạng khí hóa lỏng với nhiệt độ — 184 0C trong các bồn chứa.
Đặc điểm:
Dễ mồi hồ quang do năng lượng ion thấp
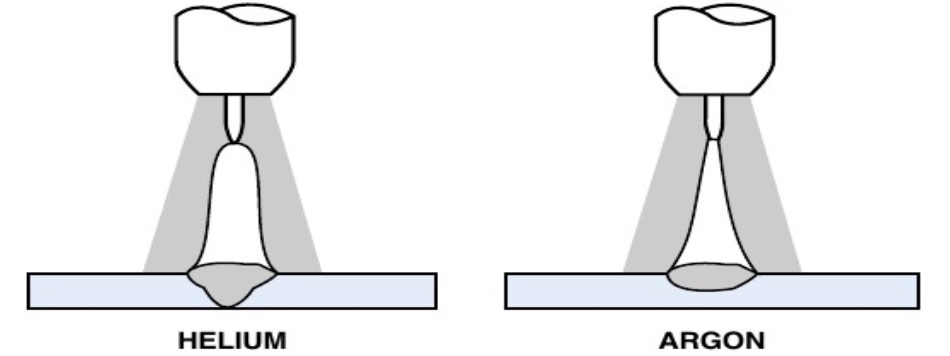
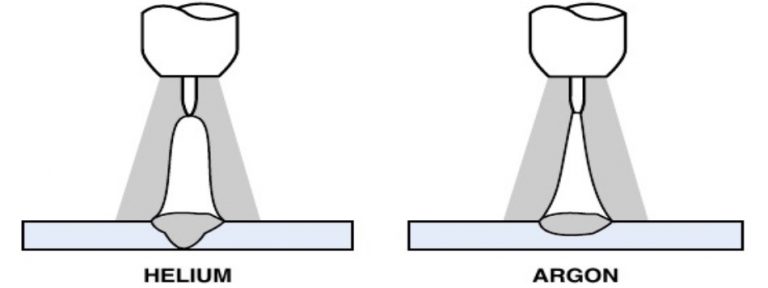
Nhiệt độ hồ quang thấp hơn
Bảo vệ tốt hơn do nặng hơn
Lưu lượng cần thiết thấp hơn
Điện áp hồ quang thấp hơn nên năng lượng hàn thấp hơn
Giá thành rẻ hơn, chiều dài hồ quang ngắn, mối hàn đẹp
Có thể hàn chi tiết mỏng
Khí Heli :
Khí trơ không màu, mùi, vị. Tỷ trọng so với không khí là 0,13 được khai thác từ khí thiên nhiên, có nhiệt độ hóa lỏng rất thấp – 272 0C, thường được chứa trong các bình áp suất cao.
Nitơ ( N2 ) đôi khi được đưa vào Ar để hàn đồng và hơp kim đồng, Nitơ tinh khiết đôi khi được dùng LÀM KHÍ BẢO VỆ MẶT LƯNG khi hàn thép không rỉ.
Đặc điểm:
Khó mồi hồ quang do năng lượng ion hóa cao
Nhiệt độ hồ quang cao hơn
Bảo vệ kém hơn do nhẹ hơn
Lưu lượng sử dụng cao hơn
Điện áp hồ quang cao hơn nên năng lượng hàn lớn hơn
Giá thành đắt hơn, chiều dài hồ quang dài , mối hàn rộng , thường dùng hàn các chi tiết dày , dẫn nhiệt tốt.
Khí trộn
Hổn hợp Ar – H2 việc bổ sung hydro vào argon làm tăng điện áp hồ quang và các ưu điểm tương tự heli. Hổn hợp với 5% H2 đôi khi làm tăng độ làm sạch của mối hàn TIG bằng tay. Hổn hợp với 15% được sử dụng để hàn cơ khí hóa tốc độ cao cho các mối hàn giáp mí với thép không rỉ dày đến 1,6 mm, ngoài ra còn được dùng để hàn các thùng bia bằng thép không rỉ với mọi chiều dày, với khe hở đáy của đường hàn từ 0,25 – 0,5 mm. không nên dùng nhiều H2 , do có thể gây ra rỗ xốp ở mối hàn. Việc sử dụng hổn hợp này chỉ hạn chế cho các hợp kim Ni, Ni – Cu, thép không rỉ.