Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Kỹ thuật hàn thiếc
12
Th3
Th3
1- Kỹ thuật hàn thiếc bằng mỏ hàn đôt (hoặc mỏ điện trở)
1.1. Làm sạch phôi
– Dùng mũi cạo, bàn chải sắt làm sạch hết vết bẩn ,dâu mỡ ô-xy hoá ở trên đường hàn
– Thuốc hàn Zncl2 được pha chế bão hoà
1.2. Làm sạch mỏ hàn
– Dùng giũa làm sạch hết lớp ô-xy hoá, thiếc còn bám trên mỏ hàn, có thể dùng muối ZnCl2 rửa sạch đâu mỏ hàn.
1.3- Nung mỏ hàn
Nhóm lò cho lò cháy ổn định luc đó mới cho mỏ hàn vào để đốt khi đốt nên cho đâu bắt thiếc lên phía trên, đốt đến nhiệt độ khoảng 4000- 4500c, có thể đốt mỏ hàn bằng nguồn nhiệt của ngọn lửa hàn khí, cũng có thể dùng mỏ hàn điện để hàn.
1.4- Quét thuốc hàn lên đường hàn
– Dùng chổi lông nhung vào thuốc hàn, rồi quét nhẹ lên vùng mối hàn chu ý quét thuốc hàn vừa đung chiều rộng đường hàn.
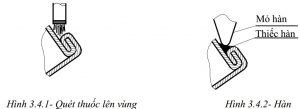
1.5- Hàn
Mỏ hàn sau khi đã nung đung nhiệt độ, cho mỏ hàn bắt thiếc bằng cách cho mỏ hàn vào thanh thiếc, thiếc sẽ chảy lỏng và bám vào mỏ hàn.
Đưa mỏ hàn đã bắt thiếc vào vị trí mối hàn, tốt nhất là ở vị trí lòng thuyền chuyển động mỏ hàn chậm cho mỏ hàn vừa đốt nóng vật hàn đến nhiệt độ hàn, vừa làm cho thiếc chảy lỏng bám vào vật hàn, người thợ phải quan sát thiếc chảy luc đó
mới dịch chuyển mỏ hàn, khi hết thiếc trên mỏ hàn cũng là luc mỏ hàn nguội, ta lại nung tiếp và tiếp tục hàn cho hết đường hàn.
1.6- Các dạng sai hỏng nguyên nhân và biện pháp phòng ngừa
* Mối hàn không ngấu:
– Nguyên nhân: Nung mỏ hàn không đung nhiệt độ, chuyển động mỏ hàn nhanh, làm sạch chưa tốt.
– Biện pháp phòng ngừa: – Nung mỏ hàn đung nhiệt độ quy định, tuyệt đối chấp hành việc làm sạch trước khi hàn, luôn luôn quan sát tình hình nóng chảy của vùng hàn để điều chỉnh tốc độ hàn
* Mối hàn không đung kích thước
– Nguyên nhân: Do không làm sạch hết vết bẩn và vết ô-xy hoá ở trên đường hàn, hoặc nung mỏ hàn chưa đung nhiệt độ làm cho thiếc hàn chưa chảy lỏng hết gây nên ngậm xỷ
– Biện pháp phòng ngừa: Khống chế chiều rộng khi quét thuốc hàn lên đường
* Mối hàn ngậm xỉ:
– Nguyên nhân: Do không làm sạch hết vết bẩn và vết ô-xy hoá trên phôi hàn trước khi hàn, hoặc nung chưa đến nhiệt độ khi hàn
– Biện pháp phòng ngừa: Nung mỏ hàn đung nhiệt độ , chấp hành tuyệt đối công tác làm sạch
1.7- Làm sạch kiểm tra chất lượng mối hàn
Sau khi hàn xong dùng dung dịch xut 5% hoặc nước rửa sạch mối hàn để tránh thuốc hàn làm ô-xy hoá mối hàn.
Quan sát bằng mắt kiểm tra mối hàn có rong bóng hay không, có bị rỗ khí ngậm xỷ hay không
Kiểm tra kích thước mối hàn bằng thước
Sau đó dùng dâu lửa và phấn màu kiểm tra độ kín của mối hàn
2- Kỹ thuật hàn thiếc bằng mỏ hàn khí
2.1- Chuẩn bị phôi, vật liệu hàn
– Dùng giũa làm sạch hết vết bẩn, vết ô-xy hoá trên phân cân hàn, mẩu hợp kim
2.2- Tính chế độ hàn
– Dùng pép hàn số 3 hoặc số 4 để hàn, công suất ngọn lửa 400-700 m3/h
– Chọn que hàn có đường kính d= 4mm
– Tốc độ hàn khi hàn đắp cân đảm bảo trong khoảng từ 0,25-0,15m/ph không nên nhỏ hơn 0,15m/ph dễ gây rỗ trong mối hàn
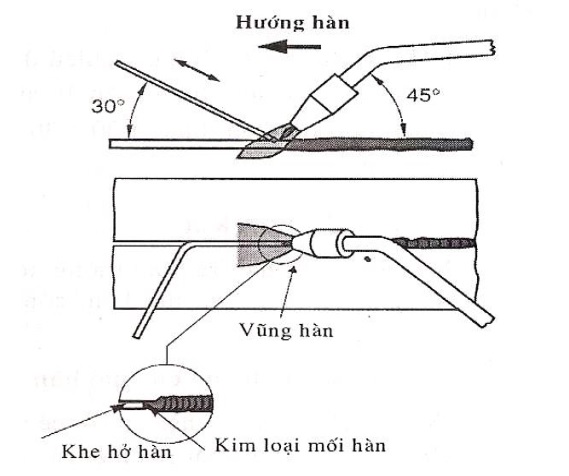
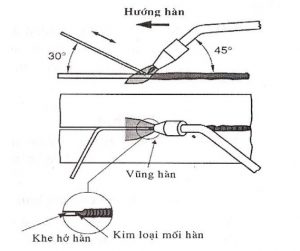
– Chọn góc nghiêng mỏ hàn = 300-600
2.3- Chọn phương pháp hàn
Chọn phương pháp hàn trái, que hàn đi trước mỏ hàn
2.4- Lấy lửa và chọn ngọn lửa
Chọn ngọn lửa ô- xy hoá để hàn
2.5- Gá phôi hàn
Đặt phôi hàn lên bề mặt bàn hàn, đặt mẩu hợp kim vào vị trí cân hàn sao cho khe hở giữa mẩu hợp kim và thành xấn của cán dao khoảng 0,5-1mm.
2.6- Tiến hành hàn
– Chi tiết đắp được đốt nóng đến nhiệt độ từ 900- 9500 bằng ngọn lửa hàn, sau đó đốt nóng que hàn, cho que hàn bắt thuốc hàn, rồi cho que hàn vào vị trí hàn, đâu que hàn được nhung vào bể kim loại lỏng, hoặc cũng có thể sau khi đốt nóng vật hàn
thì rải thuốc hàn lên đường hàn
Quan sát qua kính hàn thấy đồng chảy tràn láng tốt, điền đây khe hở đường hàn là được.
2.7- Các dạng sai hỏng nguyên nhân và biện pháp phòng ngừa
* Mối hàn không ngấu:
– Nguyên nhân: Nung chưa đến nhiệt độ hàn, vảy đồng không được dát mỏng trước khi hàn, đồng chưa chảy lỏng đã nhấc ra khỏi lò
– Biện pháp phòng ngừa: Nung vật hàn đung nhiệt độ quy định, luôn luôn quan sát tình hình nóng chảy của đồng hàn
* Mối hàn ngậm xỉ:
– Nguyên nhân: Do không làm sạch hết vết bẩn và vết ô-xy hoá trên phôi hàn trước khi hàn, hoặc nung chưa đến nhiệt độ khi hàn
– Biện pháp phòng ngừa: Nung mỏ hàn đung nhiệt độ , chấp hành tuyệt đối công tác làm sạch
2.8- Làm sạch kiểm tra chất lượng mối hàn
– Hàn xong chờ cho phôi hàn nguội, gõ sạch xỉ, dùng bàn chải sắt đánh sạch trên bề mặt phôi
– Dùng nước sạch hoặc dung dịch xut 5% rửa sạch chi tiết hàn
– Kiểm tra độ điền đây của đồng vào khe hở đường hàn
– Kiểm tra chất lượng chảy láng và chất lượng bề mặt của mối hàn , kiểm tra các khuyết tật của mối hàn
3- An toàn khi hàn thiếc
– Mặt bằng thực tập bố trí gọn gàng, nơi làm việc có đủ ánh sáng, hệ thống
thông gió, hut bụi hoạt động tốt.
– Nền xưởng khô ráo.
– Bảo hộ lao động đây đủ .