Chưa có sản phẩm trong giỏ hàng.
Tư vấn kỹ thuật
Thế nào là hàn hồ quang trong môi trường khí bảo vệ
08
Th8
Th8
Khái niệm hàn hồ quang trong môi trường khí bảo vệ
Hàn trong môi trường khí bảo vệ chiếm vị trí quan trọng và ngày càng được sử dụng rộng rãi, nó không chỉ sử dụng để hàn các loại thép thông thường mà còn hàn các loại thép khác như: thép không gỉ, thép bền nóng, các hợp kim đặc biệt, các hợp kim nhôm… và các kim loại có hoạt tính hóa học mạnh như Ti, Mo…
Hàn trong môi trường khí bảo vệ được chia thành:
Hàn trong môi trường khí trơ:
Khí trơ dùng đề hàn là heli, argon. Khí trơ có tác dụng bảo vệ tốt kim loại lỏng trong vũng hàn và mối hàn có chất lượng rất cao, đặc biệt khi hàn thép hợp kim, kim loại nguyên chất và các hợp kim có ái lực mạnh với oxy ở nhiệt độ cao
Argon:
Argon là khí không cháy, không nổ và năng hơn không khí. Do nặng hơn không khí nên Ar bảo vệ tốt bể hàn. Argon tinh khiết gồm 3 loại : A, B, C. Độ ẩm của Ar dạng khí đối với 3 loại trên không quá 0,03g/m3 . Argon được bảo quản trong bình với áp suất 150 at.
Heli
Heli là khí trơ nhẹ hơn không khí, do vậy heli dùng để bảo vệ bể hàn khó khan hơn và đòi hỏi lượng khí tiêu thụ lớn. so với argon, heli đảm bảo đốt nóng vùng hàn mạnh hơn. Heli được phân thành 2 loại : heli độ sạch cao và heli kỹ thuật
Hàn trong môi trường khí bảo vệ thường
Khí bảo vệ thường được sử dụng rộng rãi và ngày càng phát triển vì các loại khí này dễ sản xuất, rẻ tiền. Khí bảo vệ thường thông dụng nhất là CO2
Hàn trong môi trường khí bảo vệ CO2
Hàn trong môi trường khí bảo vệ CO2 có thể dùng điện cực nóng chảy hoặc điện cực không nóng chảy. Nhưng điện cực nóng chảy được sử dụng rộng rãi hơn
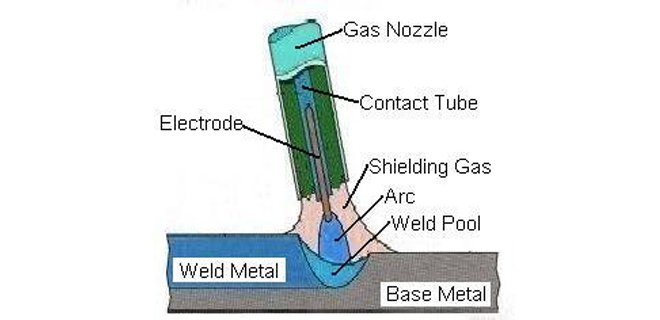
Nguyên lý: khi hàn khí CO2 được phun ra qua miệng phun đẩy không khí ở xung quanh cột hồ quang rộng ra, tạo thành cột khí thẳng đứng bảo vệ không cho không khí xung quanh xâm nhập vào vũng hàn
Đặc điểm của hàn trong môi trường khí bảo vệ CO2
– Tính công nghệ cao hơn hẳn so với hàn dưới lớp thuốc vì có thể hàn được mọi vị trí trong không gian
– Bảo vệ tốt kim loại lỏng vũng hàn khỏi tác động của oxy và nito của môi trường khí xung quanh. Mặt khác, sau khi hàn sản phẩm ít bị cong vênh vì vùng ảnh hưởng nhỏ do tốc độ hàn lớn và nguồn nhiệt tập trung
– Quan sát sự hình thành vũng hàn tốt hơn so với hàn dưới lớp thuốc
– Năng suất hàn cao, giá thành hạ. So với hàn hồ quang tay, tang suất tang khoảng 2,5 lần
– Điều kiện lao động tốt, quá trình hàn ít phát sinh khí độc
– Giá thành khí CO2 rẻ tiền hơn so với khí Ar và He
Tuy nhiên, hàn trong môi trường khí bảo vệ CO2 có nhược điểm là kim loại lỏng bị bắn tóe nhiều hơn so với hàn dưới lớp thuốc và mối hàn có hình dạng không đều bằng hàn dưới lớp thuốc